Профильные погонажные детали, у которых облицовывается большая часть или вся поверхность, обрабатывают на проходных станках с расположением прикатывающих роликов со всех сторон профиля детали.
Станок фирмы «Берг» используют для облицовывания погонажных деталей из плитных материалов, имеющих декоративный профиль. В комплекте со станком для облицовывания применяют щеточный станок для очистки деталей от пыли. Пленочный материал приклеивают клеем-расплавом.
Техническая характеристика оборудования фирмы «Берг» для облицовывания профильных погонажных деталей
Щеточный станок
Максимальные размеры обрабатываемых деталей, мм:
ширина.......... 500
высота.......... 200
Скорость подачи, м/мин...... 10...50
Установленная мощность, кВт ……..0, 5
Количество щеток, шт…………. ...... 3
Габаритные размеры, мм:
длина .................. 800
ширина ......... 980
высота ............260
Облицовочный станок
Максимальные размеры обрабатываемых деталей, мм:
ширина.................. 280
высота................... 150
Максимальные размеры пленки, мм:
ширина..................300
диаметр рулона диаметр гильзы рулона……450
Скорость подачи, м/мин…………10….50
Установленная мощность, кВт……..28
Габаритные размеры, мм:
длина ...............7150
высота.................1250
ширина ............2250
На станках фирмы «Дюсполь» (табл. 77) также облицовывают профильные погонажные детали, в том числе профильные заготовки для стенок ящиков.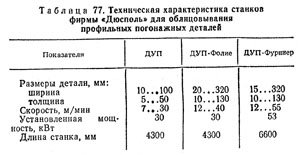
Для облицовывания профильных кромок щита со специально оставленным свесом формуемого пластика (после приклеивания его к пласти щита) используют специальные станки непроходного типа. Способ имеет наименование «постформинг». Облицовочный пластик пластифицируется нагретой шиной. При передвижении шины по профилю кромки материал принимает форму кромки и приклеивается. Облицовку способом «постформинг» осуществляют на различных станках, например, на станке РФ10/31 фирмы «Бранд».
Техническая характеристика станка РФ 10/31 фирмы «Бранд» для облицовывания кромок по способу «постформинг»
Максимальные размеры детали, мм:
рабочая длина ........ 3100
высота профиля................... 200
Давление воздуха, МПа..................... 0,7
Установленная мощность, кВт.......... 10
Габаритные размеры, мм:
длина..................................... 4200
ширина...................................1100
высота........... 1600
Масса, кг .......... 2800
Позиционное оборудование — ваймы — используют для облицовывания плоских кромок щитов, применяют при выпуске небольших объемов мебели. Для этих целей применяют ваймы НК, собираемые из нормализованных элементов, следующих марок:
НК 1-00 — трех кромок щитов с закругленными углами;
НКН-00 — двух смежных кромок щита и скругленного угла;
НК 111-00 — одной или двух продольных кромок щита;
НК IV-00-одной или двух поперечных кромок щита.
В ваймах приклеивают кромочный материал из шпона и на основе пропитанных бумаг и полимеров. Клеевой слой нагревается электронагревательными элементами в виде металлической полосы. Полосовой электронагреватель при прижиме его к кромочному материалу натягивают пневматическим устройством. Силовым органом пневматического прижима служит эластичная камера с роликами, устанавливаемыми для прикатки материала на профильную кромку («софтформинг»).
Техническая характеристика станка КВ14-2/200 фирмы «Бранд» для облицовывания кромок
Размеры обрабатываемой детали, мм:
минимальная длина ...... 70
толщина............................... 10…70
Толщина материала, мм......0,4…2
Скорость подачи, м/мин......7….25
Давление воздуха, МПа...........0,6
Установленная мощность, кВт........17
Габаритные размеры, мм:
Длина..............................5000
ширина...........................1750
высота...........................1380
Масса, кг…………….1820
Оборудование для облицовывания прямолинейных кромок
Вайма состоит из тумбы, в которой расположены электрошкаф и панель с пневматическим оборудованием, связывающих и крепежных балок, стоек, стационарных и передвижных упоров, прижимов, натяжного цилиндра.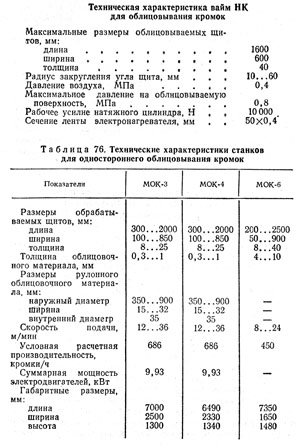
Проходное оборудование для облицовывания плоских кромок щитов в мелкосерийном производстве предназначено для облицовывания одной стороны щита с применением клеев-расплавов. Используются односторонние станки (табл. 76):
МОК-З для облицовывания древесины рулонным кромочным материалом;
МОК-4 для облицовывания строганым шпоном и рулонным материалом;
МОК-6 для облицовывания рейкой из массива.
Станки состоят из следующих агрегатов: подающего конвейера, прижимной траверсы, поддерживающего устройства, бачка для клея-расплава с клеенаносящим роликом, механизма подачи облицовочного материала, агрегатов для снятия свесов облицовочного материала, агрегатов для снятия фасок и смягчения граней. Кроме перечисленных у станка МОК-4 имеется агрегат для шлифования кромки.
Оборудование для облицовывания профильных кромок и профильных погонажных деталей
Облицовывание профильных кромок деталей производится на оборудовании ряда фирм: «Хомаг», «Има-Клессман», «Вранд», «Райманн», «Стефани», СЧМ и др. При облицовывании кромок простого профиля на станках применяют ролики с контропрофилем. При облицовывании кромок сложного профиля (способ «софтформинг») в станки встраивают блоки, в которых ролики выставляются под разными углами для прикатки эластичного облицовочного материала к кромке. Для каждого вида профиля можно применять отдельный съемный блок. Клей наносится на кромку, подсушивается и активируется перед прикаткой кромочного материала инфракрасными нагревателями. Если применяют кромочный материал с нанесенным ранее клеевым слоем, перед прикаткой активируют струей горячего воздуха, для чего у станков предусмотрен набор агрегатных устройств.
Для одностороннего облицовывания кромок щитов применяют станок фирмы «Бранд» типа КВ14-2/200. На готовую кромку прикатывается кромочный материал с клеевым слоем, который активируется горячим воздухом. Станок может быть оборудован прижимными роликами для прямой кромки или блоком