 Оборудование для нанесения лакокрасочных материалов вальцами
Оборудование для нанесения лакокрасочных материалов вальцами
При вальцевом нанесении лакокрасочный материал подается на вальцы, распределяется между вальцами, переносится с вальцов на подложку. Для этих целей оборудование оснащается несколькими вальцами. Рабочая поверхность вальцов может быть металлической и с полимерным покрытием, гладкой и профильной, в виде щеток.
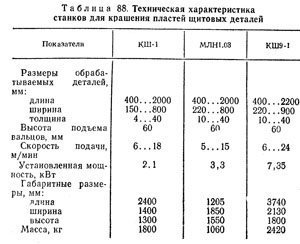
Для крашения щитов используют вальцовые станки КЩ-1, МЛН1.03, К.Щ9-1 (табл.88).
Станки КЩ-1 оборудованы вальцами, покрытыми поролоном. Они предназначены для нанесения водных растворов красителей. Они имеют втирающие приспособления.
Станки МЛН1.03 и КЩ9-1 имеют вальцы, покрытые стойкой к растворителям резиной. На них можно наносить поренбейц. Станок КЩ9-1 снабжен и втирающими щетками, поэтому его можно применять для любых видов красителей.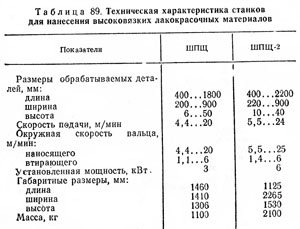
Высоковязкие водорастворимые лакокрасочные материалы (грунтовки, шпатлевки) можно наносить клеевыми вальцами КВ-9, KB-14, KB-18 на обе стороны щита. Грунтовочные материалы с любыми видами растворителей можно наносить на станках МЛН1.03. Они обеспечивают лучшее качество, так как предназначены для грунтования щитов.
Станки ШПЩ и ЩПЩ-2 предназначены для шпатлевания и грунтования (табл. 89).
Пласти щитов облицовывают пленками на основе пропитанных бумаг и полимерными пленками на том же оборудовании, что и при облицовывании строганым шпоном .
При облицовывании пленками могут возникнуть дефекты, которые следует предупредить.
Местное отставание пленки, крупные неровности облицованной поверхности и коробление щитов возникают по тем же причинам, что и при облицовывании строганым шпоном.
Просачивания клея при облицовывании пленками можно избежать, если применять пленку с содержанием водорастворимой смолы не более 14 %, расход клея должен быть 90...110 г/м2,
удельное давление в прессе - 0,5…..0,6 МПа.
Прилипания Пленки к прокладкам пли лепте пресса при облицовывании можно избежать, если использовать пленку влажностью 3...4 %
Нечеткое тиснение пор на пленочном материале может возникнуть при износе матрицы, низком давлении и низкой температуре прессования. Необходимо следить за качеством поверхности матрицы или вала и соблюдением режима прессования.
Облицовывание кашированием. Процесс каширования можно разделить на три вида: холодный, теплый и горячий.
Процесс холодного каширования включает следующие операции: очистку пластей от пыли, нанесение клея в клеенаносящем станке, накатывание облицовочного материала валами, выдержку щитов в стопах для полной полимеризации клея. В качестве облицовочного материала применяют пленки ПВХ, для приклеивания—клеи холодного отверждения на основе дисперсий. Расход клеевых материалов 80...160 г/см2; скорость подачи щитов 15 м/мин; рабочее давление около 1 МПа.
Процесс теплого каширования включает в основном те же технологические операции, что и при холодном кашировании, но прибавляется одна дополнительная операция перед нанесением клея предварительный нагрев поверхности щитов до температуры 40...60°С. При теплом кэшировании значительно сокращается выдержка щитов в стопах. Способ применяют для облицовывания пленками ПВХ с применением клеев холодного отверждения.
Режим холодного каширования пленкой ПВХ
Температура поверхности плиты, °С ………18……22
Температура клея, поступающего в клеевые вальцы, °С........18…20
Динамическая вязкость клея, МПа с ……………………….(25….35) 103
Расход клея, г/м2 .........................................20...150
Скорость подачи деталей, м/мин ………….5…....15
Предварительный подогрев пленки, °С…….. 40...50
Давление валов, кН/м..................................... 10... 12
Продолжительность прессования в блочном прессе, мин......... 30
Давление прессования в прессе, MПa ……………..0,35…..0,45
Технологическая выдержка щитов в плотных стопах, ч ……..8
Облицовывание пластей шпоном
При облицовывании пластей щитом строганым шпоном применяют клеи на основе карбамидных смол.
Приготовляют клеи непосредственно у клеенаносящих станков в клеемешалке (КМ-40-10). Смола в клеемешалку поступает централизованно из клееприготовителыюго отделения по специальному трубопроводу. Клеемешалку устанавливают на мостике несколько выше клеенаносящих станков, чтобы приготовленный рабочий раствор клея можно было сливать самотеком.
Оптимальная толщина клеевого слоя — 0,08...0,15 мм на 1 м облицовываемой поверхности.
Облицовывание шпоном проводят в одно- и многопролетных прессах. В многопролетных прессах при формировании пакетов используют металлические прокладки. Шероховатость поверхности прокладок при облицовывании шпоном должна быть 1,25 мкм (ГОСТ 2789—73, СТ СЭВ 638—77). Прокладки должны иметь ровную, чистую, без царапин поверхность. Охлаждают прокладки на воздухе или в водяных ваннах.
Давление прессования при облицовывании зависит от площади облицовываемых поверхностей и применяемых материалов, а продолжительность выдержки в прессах под давлением - от температуры и вида применяемого клея.
Оборудование и приспособления для облицовывания в однопролетных прессах
Нанесение клея……....Клеевые вальцы с дозирующим устройством
Формирование пакета …………Рабочий конвейер
Загрузка пакета в пресс …….лента конвейера
Прессование …………………….Гидравлический пресс с обогревом
Выгрузка из пресса………………Лента конвейера, укладчик
При облицовывании в однопролетных прессах загрузка и выгрузка производятся транспортными средствами без применения прокладок. Трудозатраты при облицовывании в одноэтажных прессах в три раза меньше, чем в многопролетных.
Режимы облицовывания щитов строганым шпоном в однопролетном прессе
Вязкость клея по вискозиметру ВЗ-4, с………………………………………….125... 180
Время от момента нанесения клея до загрузки пакетов в пресс, мин, не более ..... 20
Время от начала загрузки пакетов до установления полного давления, с, не более .... 30
Время прессования, с, при температуре нагрева плит, °С:
130...135………........30...35
145...150....................25...30
Удельное давление прессования, МПа ………..0,4... 1
Технологическая выдержка, ч, не менее…………..... 2
Оборудование и приспособления для облицовывания в многопролетных прессах
Нанесение клея……………Клеевые вальцы с дозирующим устройством
Формирование пакета………Рабочее место, прокладки
Загрузка пакетов в пресс…….Загрузочное устройство
Прессование…………………..Гидравлический пресс с подогревом
Выгрузка пакетов из пресса……Разгрузочное устройство
Транспортировка и охлаждение прокладок…………Механизм транспортировки, установка воздушного или водяного охлаждения