Основные операции облагораживания — шлифование и полирование.
Шлифование служит для выравнивания поверхности лакокрасочного покрытия, снятия парафина и др. Для шлифования покрытий применяют шлифовальные шкурки № 5, № 4, № 3 на бумажной подоснове (ГОСТ 6456—82*) и импортные. Шлифуют поверхности на ленточных станках с ручной механической подачей (табл. 67). После шлифования с поверхности удаляют пыль на станке для удаления пыли.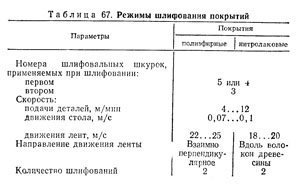
Полирование лакокрасочного покрытия выполняют для окончательного выравнивания поверхности и придания ему зеркальной гладкости. Покрытия полируют полировочными пастами на ленточных и барабанных станках. Жидкие пасты на полируемую поверхность наносят вручную. Брусковые пасты вставляют в кассеты одно- или многобарабанного станка, где наносятся на полировальные барабаны.
Режим работы однобарабанного станка: окружная скорость барабана 20...24 м/с; сила тока при нагрузке на электродвигатель — 9,5...11 А; скорость подачи детали 0,12...0,13 м/с.
Режим полирования покрытий на многобарабанном станке
Зернистость абразивной пасты: для грубого шлифования:
красной ............................... 55...60
желтой................................. 40…..45
для тонкого полирования:
зеленой ……………………..30...35
серой ………………………. 20...25
Количество барабанов............ 6
Частота вращения барабана, мин-1 1000
Число колебаний барабана в мин ..... 125
Амплитуда колебаний барабана, мм ……25
Скорость подачи детали, м/мин ………… 3...9
Контроль качества
Качество поверхности отделываемых деталей, покрытий, зависящее от качества отделочных материалов и соблюдения технологических процессов отделки, контролируют в соответствии с методиками, указанными в технической документации на материал.