 Автоматические линии для облицовывания кромок и погонажных деталей
Автоматические линии для облицовывания кромок и погонажных деталей
Автоматические линии для облицовывания кромок щитов и профильных погонажных деталей включают агрегаты для облицовывания, а также агрегаты для формирования и подготовки облицовываемой поверхности. Агрегаты встраивают в линию и объединяют общим управляющим блоком.
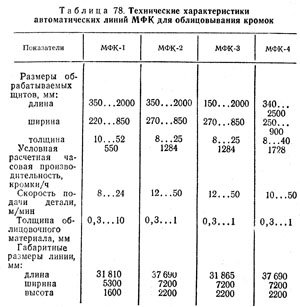
Автоматические линии типа МФК для облицовывания четырех кромок щита основаны на использовании станков для облицовывания двух кромок щитов. Например, станок МФК2.01 служит для обработки кромок по ширине щита, станок МФК2.02—для обработки кромок по длине щита. Станки состоят из нескольких агрегатов: пильный — для обрезки ширины в размер (с припуском); фрезерный —- для чистовой обработки кромок, подготовки и нанесения клея, подачи и прижима облицовочного материала; фасочный — для снятия свесов и облицовочного материала и образования фасок; шлифовальные — для шлифования кромок облицовок и пластей облицовок из шпона; отрезающий— для отсекания облицовочного материала; подачи — для перемещения детали; прижима — для прижима щитов к подающему конвейеру и др.
Линию МФК-1 применяют для облицовывания шпоном и деревянными рейками. Линии МФК-2, МФК-3 и МФК-4 используют для облицовывания шпоном и рулонным материалом. Линии МФК-3 и МФК-4 имеют устройство для выборки четверти, линия МФК-4 оборудована микропроцессором (табл. 78).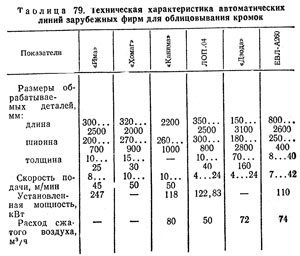
В состав каждой линии входят: питатель ПЩВТ00В, станки для обработки кромок МФК2.01, МФК2.02, поворотные устрой ства, укладчик щитов УЩВ 100В. Каждую линию обслуживают по четыре рабочих.
Для облицовывания четырех кромок щита используют также автоматические линии зарубежных фирм, скомпонованные из двух станков для облицовывания двух кромок (табл. 79).
Профильные погонажные детали, у которых облицовывается большая часть или вся поверхность, обрабатывают на проходных станках с расположением прикатывающих роликов со всех сторон профиля детали.
Станок фирмы «Берг» используют для облицовывания погонажных деталей из плитных материалов, имеющих декоративный профиль. В комплекте со станком для облицовывания применяют щеточный станок для очистки деталей от пыли. Пленочный материал приклеивают клеем-расплавом.
Техническая характеристика оборудования фирмы «Берг» для облицовывания профильных погонажных деталей
Щеточный станок
Максимальные размеры обрабатываемых деталей, мм:
ширина.......... 500
высота.......... 200
Скорость подачи, м/мин...... 10...50
Установленная мощность, кВт ……..0, 5
Количество щеток, шт…………. ...... 3
Габаритные размеры, мм:
длина .................. 800
ширина ......... 980
высота ............260
Облицовочный станок
Максимальные размеры обрабатываемых деталей, мм:
ширина.................. 280
высота................... 150
Максимальные размеры пленки, мм:
ширина..................300
диаметр рулона диаметр гильзы рулона……450
Скорость подачи, м/мин…………10….50
Установленная мощность, кВт……..28
Габаритные размеры, мм:
длина ...............7150
высота.................1250
ширина ............2250
На станках фирмы «Дюсполь» (табл. 77) также облицовывают профильные погонажные детали, в том числе профильные заготовки для стенок ящиков.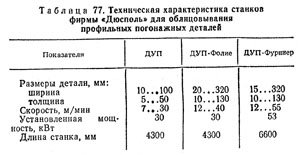
Для облицовывания профильных кромок щита со специально оставленным свесом формуемого пластика (после приклеивания его к пласти щита) используют специальные станки непроходного типа. Способ имеет наименование «постформинг». Облицовочный пластик пластифицируется нагретой шиной. При передвижении шины по профилю кромки материал принимает форму кромки и приклеивается. Облицовку способом «постформинг» осуществляют на различных станках, например, на станке РФ10/31 фирмы «Бранд».
Техническая характеристика станка РФ 10/31 фирмы «Бранд» для облицовывания кромок по способу «постформинг»
Максимальные размеры детали, мм:
рабочая длина ........ 3100
высота профиля................... 200
Давление воздуха, МПа..................... 0,7
Установленная мощность, кВт.......... 10
Габаритные размеры, мм:
длина..................................... 4200
ширина...................................1100
высота........... 1600
Масса, кг .......... 2800
Позиционное оборудование — ваймы — используют для облицовывания плоских кромок щитов, применяют при выпуске небольших объемов мебели. Для этих целей применяют ваймы НК, собираемые из нормализованных элементов, следующих марок:
НК 1-00 — трех кромок щитов с закругленными углами;
НКН-00 — двух смежных кромок щита и скругленного угла;
НК 111-00 — одной или двух продольных кромок щита;
НК IV-00-одной или двух поперечных кромок щита.
В ваймах приклеивают кромочный материал из шпона и на основе пропитанных бумаг и полимеров. Клеевой слой нагревается электронагревательными элементами в виде металлической полосы. Полосовой электронагреватель при прижиме его к кромочному материалу натягивают пневматическим устройством. Силовым органом пневматического прижима служит эластичная камера с роликами, устанавливаемыми для прикатки материала на профильную кромку («софтформинг»).
Техническая характеристика станка КВ14-2/200 фирмы «Бранд» для облицовывания кромок
Размеры обрабатываемой детали, мм:
минимальная длина ...... 70
толщина............................... 10…70
Толщина материала, мм......0,4…2
Скорость подачи, м/мин......7….25
Давление воздуха, МПа...........0,6
Установленная мощность, кВт........17
Габаритные размеры, мм:
Длина..............................5000
ширина...........................1750
высота...........................1380
Масса, кг…………….1820