Облицовочные прессы, оборудованные плитами, валками и лентами
Многопролетные прессы типа П-713А применяют для облицовывания щитовых деталей. Пакеты деталей с верхними и нижними металлическими прокладками укладывают в продеты пресса.
Техническая характеристика пресса П-713А
Число пролетов...................................... 10
Расстояние между плитами, мм 80
Размеры плит, мм.................................. 2000x1300x45
Максимальная температура нагрева плит,°С........... 160
Давление пара, МПа...... 0,6
Габаритные размеры, мм:
длина......................................... 5500
ширина …………………….... 4100
высота……………………....... 2250
Масса, кг.............................. 19 800
 Станина десятипролетного гидравлического пресса П713А представляет собой разборную рамную конструкцию. Верхняя и нижняя траверсы соединены между собой стойками.
Станина десятипролетного гидравлического пресса П713А представляет собой разборную рамную конструкцию. Верхняя и нижняя траверсы соединены между собой стойками.
К верхней траверсе прикреплена винтами неподвижная плита, в нижней вмонтированы четыре рабочих цилиндра, плунжеры которых несут на себе подвижный стол с уложенной на него нижней прессующей плитой. Прессующие плиты опираются на ступенчатые гребенки, закрепленные на станине, что обеспечивает постоянное расстояние между плитами.
Гидропривод размещен на уровне пола. Он состоит из бака, на крышке которого смонтированы шестеренные насосы низкого давления с электродвигателями. Поршневой насос высокого давления расположен в приямке. В качестве рабочей жидкости использовано минеральное масло. Вместимость бака 500 л.
Плиты пресса обогреваются паром под давлением 0,6 МПа до температуры 160°С. Пар подводится к плитам через коллектор и шарнирные трубы. Заданная температура плит поддерживается редукционным клапаном, сохраняющим постоянное давление пара.
Для измерения температуры в верхней плите установлен термобаллон, соединенный капиллярной трубкой с дистанционным электроконтактным термометром.
В паропроводе имеется вентиль для присоединения к водопроводу для охлаждения плит пресса.
Пресс снабжен столом для загрузки и столом для выгрузки облицованных щитов. Столы расположены с обеих сторон пресса. Они приводятся в движение гидравлическими цилиндрами и с помощью одного из насосов низкого давления, установленных на масляном баке.
На панели пульта управления расположены электроконтактные термометр и манометр, а также реле времени, которым определяется время выдержки деталей под давлением, кнопки и рукоятки управления.
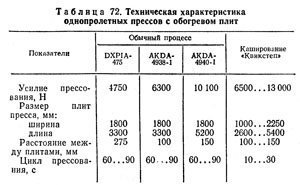
Однопролетные прессы используют в составе комплексов и линий для облицовывания. Для облицовывания деталей мебели шпоном, пленками на основе пропитанных бумаг, полимерными пленками применяют однопролетные прессы с обогревом плит. Для обычного облицовывания используют прессы с усилием 4700...10 000 Н и циклом прессования 60...90 с, для линий термокаширования по методу «Квикстеп» — прессы с усилием 6500... 13 000 Н и циклом 10...30 с (табл. 72).
Сентябрь 28, 2017