Автоматические линии для облицовывания пластей на базе однопролетных прессов широко распространены для облицовывания деталей мебели шпономи и пленочными материалами. В комплект оборудования линии входят установки для обеспечения подачи заготовок, формирования пакетов, прессования и укладки облицованных щитов (табл. 73).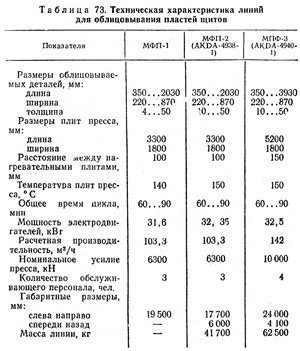 В состав линии входит следующее оборудование: питатель, щеточный станок, клеенаносящий станок КВ18-1-3, формирующий конвейер, пресс с конвейером, конвейер, укладчик.
В состав линии входит следующее оборудование: питатель, щеточный станок, клеенаносящий станок КВ18-1-3, формирующий конвейер, пресс с конвейером, конвейер, укладчик.
Стопа щитов поступает на подъемный стол питателя. При перемещении толкателя питателя в крайнее положение происходит подача щитовых деталей в клеенаносящий станок. На поданный питателем щит в клеенаносящем станке тонким слоем на обе стороны наносится клей.
Из клеенаносящего станка щиты подаются на дисковый конвейер, который является накопителем. Набор пакетов на формирующем конвейере производится вручную. После того как набрано необходимое количество пакетов, одновременно включаются все конвейеры: формирующий, загрузки-выгрузки и укладки, которые загружают пакеты в пресс, выгружают облицованные детали из пресса и укладывают их в стопу.
Линии облицовывания рулонными материалами фирмы «Хельмут Фриц» и фирмы «Вемхенер» имеют валковый пресс холодного кэширования и однопролетный обогреваемый пресс, работающий по методу «Квикстеп» (табл. 74).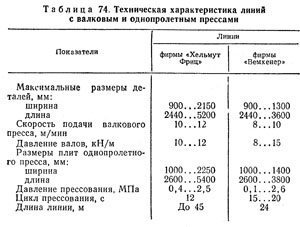
Валковые прессы имеют валы шести размеров по длине; размеры плит пресса имеют шесть градаций в пределах, указанны в табл. 74.
В линии входят щеточный станок, вальцовый клеенаносящий станок, конвейер для выдержки, валковый кашировальный пресс, отрезное устройство, секции ленточного конвейера, однопролетный пресс и укладчик.
Октябрь 05, 2017