Линия МОП-2 предназначена для облицовывания плит размером 1830x3600 мм рулонным облицовочным материалом термокашированием на базе однопролетного гидравлического горячего пресса. В состав линии входят: загрузочный агрегат, устройство очистки от пыли, клеенаносящий станок, прикатный агрегат, гидравлический пресс, разгрузочный агрегат, дисковые, ленточные конвейеры, установка нагрева теплоносителя.
Техническая характеристика линии МОП-2
Размеры облицовываемых щитов, мм:
длина......... 2750... 3660
ширина……………. 1750... 1830
толщина ………........ 10... 25
Скорость подачи заготовок, м/мин……... 6... 15
Ритм работы, с........ 18,6
Производительность, м2/ч..... 1285
Габаритные размеры, мм:
длина............................ 49000
ширина........................ 15 500
толщина....................... 5500
Нетиповое оборудование для обработки щитов, облицованных монолитно-пористыми пленками и искожами, применяют для снятия свесов и декоративного тиснения.
Станок для снятия свесов на щитах, облицованных монолитно-пористой пленкой и искожей, состоит из станины, механизма снятия свесов, двух траверс, цепей, ременных прижимов, крышки и шкафа управления, Техническая характеристика станка для снятия свесов
Размеры обрабатываемых щитов, мм:
длина......................... 220... 2000
ширина ……….......... 220...700
толщина………......... 10...20
Толщина монолитно-пористой пленки для облицовывания пласти, мм.......... 0,5... 1,5
Скорость подачи, м/мин (регулируется бесступенчато) … ............ 3,3...24
Количество обогреваемых роликов в механизме снятия свесов …….... 2
Диаметр обогреваемого ролика, мм 80 . Максимальная температура на поверхности ролика, °С ........... 150
Угол наклона ролика относительно вертикали, град 15...45
Усилие прижима ролика к щиту, Н 3...5
Установленная мощность, кВт………………… 2,2
Габаритные размеры, мм:
длина............... 2445
ширина.......... 1803
высота.............975
Масса, кг........... 930
Холодное каширование применяют для приклеивания поливинилхлоридных пленок на линии холодного каширования типа НТК фирмы «Химмен».
Техническая характеристика линии каширования НТК фирмы «Химмен»
Размеры обрабатываемой детали, мм:
ширина..............................1300…2200
минимальная длина……900
толщина………………......3…40
Скорость подачи, м/мин ……….10….50
Габаритные размеры, мм:
Длина……………...13000
ширина..................3600
Линия включает роликовый конвейер, щеточный станок, клеенаносящий станок, камеру нагрева клеевого слоя, облицовочный валковый пресс, ленточный конвейер, отрезное устройство, приемный роликовый конвейер. После линии устанавливают пакетный пресс, где уложенные в стопу кашированные детали выдерживаются под давлением 0,4 МПа в течение 30 мин.
Горячее каширование производится в валковых прессах с обогреваемыми валами на линии НТК фирмы «Химмен». При нагреве валов до 220 °С и линейном давлении 30...50 кН/м осуществляется горячее тиснение рисунка пор древесины. Для этих целей применяют также линию фирмы «Грекон-Бюркле».
Техническая характеристика линии каширования фирмы «Грекон-Бюркле»
Размеры облицовываемых деталей, мм:
ширина .......... 1300... 2200
длина........... 900... 3000
толщина.......... 10...35
Максимальная температура прессующих валов, °С 220
Линейное давление валов, кН/м:
накатывающего и прикатывающего…………. . 25...30
тиснильного ……………........ 30... 50
Мощность камеры сушки клеевого слоя, кВт…………. 220...360
Скорость подачи деталей, м/мин……………………….... 6...25
В состав линии входят: щеточный станок, клеенаносящий станок, роликовый конвейер, термокамеры с конвективным и инфракрасным нагревом, валковый пресс с тиснильными валами, отрезное устройство, укладчик.
Автоматические линии для облицовывания пластей на базе однопролетных прессов широко распространены для облицовывания деталей мебели шпономи и пленочными материалами. В комплект оборудования линии входят установки для обеспечения подачи заготовок, формирования пакетов, прессования и укладки облицованных щитов (табл. 73).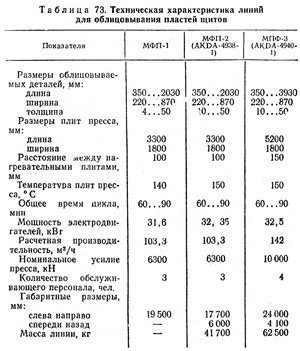 В состав линии входит следующее оборудование: питатель, щеточный станок, клеенаносящий станок КВ18-1-3, формирующий конвейер, пресс с конвейером, конвейер, укладчик.
В состав линии входит следующее оборудование: питатель, щеточный станок, клеенаносящий станок КВ18-1-3, формирующий конвейер, пресс с конвейером, конвейер, укладчик.
Стопа щитов поступает на подъемный стол питателя. При перемещении толкателя питателя в крайнее положение происходит подача щитовых деталей в клеенаносящий станок. На поданный питателем щит в клеенаносящем станке тонким слоем на обе стороны наносится клей.
Из клеенаносящего станка щиты подаются на дисковый конвейер, который является накопителем. Набор пакетов на формирующем конвейере производится вручную. После того как набрано необходимое количество пакетов, одновременно включаются все конвейеры: формирующий, загрузки-выгрузки и укладки, которые загружают пакеты в пресс, выгружают облицованные детали из пресса и укладывают их в стопу.
Линии облицовывания рулонными материалами фирмы «Хельмут Фриц» и фирмы «Вемхенер» имеют валковый пресс холодного кэширования и однопролетный обогреваемый пресс, работающий по методу «Квикстеп» (табл. 74).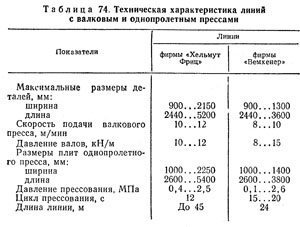
Валковые прессы имеют валы шести размеров по длине; размеры плит пресса имеют шесть градаций в пределах, указанны в табл. 74.
В линии входят щеточный станок, вальцовый клеенаносящий станок, конвейер для выдержки, валковый кашировальный пресс, отрезное устройство, секции ленточного конвейера, однопролетный пресс и укладчик.