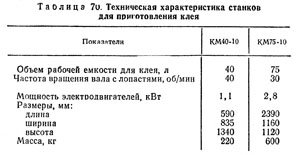
 Станки КМ40-10, КМ75-10 применяют для приготовления клеевых растворов из синтетических порошкообразных и жидких компонентов (табл. 70).
Станки КМ40-10, КМ75-10 применяют для приготовления клеевых растворов из синтетических порошкообразных и жидких компонентов (табл. 70).
Станок имеет внутренний бачок с наружной водяной рубашкой для регулирования температуры путем пропуска холодной или нагретой воды. Внутри бачка помещается мешалка, имеющая планетарное движение. Лопатки мешалки вращаются вокруг центральной ее оси со скоростью 40 об/мин и одновременно вокруг своей собственной оси со скоростью 50 об/мин. При приготовлении фенолоформальдегидных клеев над станком должна быть устроена вытяжная вентиляция.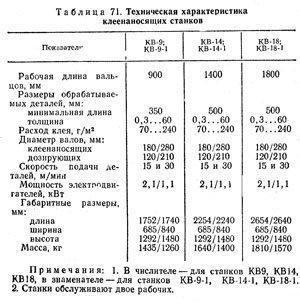
Клеенаносящие станки КВ-9, КВ-9-1, КВ-14, КВ-14-1, КВ-18, КВ-18-1 применяют для равномерного нанесения клеев на склеиваемые поверхности (табл. 71). Расход клея в станках регулируется дозирующими валами.
В основу конструкции клеенаносящих станков положена единая схема, которая обеспечивает высокие эксплуатационные качества станков. Однотипные детали станков этих моделей унифицированы. Составными частями станков являются станина, клеенаносящие и дозирующие валы и устройство для подачи клея к валам.
Станина состоит из двух чугунных стоек коробчатого сечения, соединенных четырьмя стяжками. Сверху на стойках установлены чугунные крышки, по которым перемещаются балки верхних клеенаносящего и дозирующего валов. Верхний клеенаносящий вал поднимают с помощью рукоятки, приводящей в действие винтовую передачу. Вал снабжен лимбом с ценой деления 0,2 мм.
Для получения оптимального усилия прижима покрываемой клеем детали верхним клеенаносящим валом на винтах механизма этого вала установлены пружины. Сжатие пружин регулируется специальными винтами и гайками.
На станке ПТШ-1 выполняют одновременную проклейку прямым швом термопластичной нитью двух поперечных (торцовых) кромок облицовок из шпона для их упрочнения. Станок имеет две сварные тумбы (правую и левую), соединенные между собой рамой с направляющими, по которым движется каретка с левой клеильной головкой; правая клеильная головка установлена неподвижно на тумбе. В правой тумбе расположено электрооборудование, в левой тумбе — привод станка и насос-компрессор.
Характеристика станка ПТШ-1 для склейки торцов облицовки из шпона
Максимальные размеры облицовки, мм:
длина.......... 2230
ширина..........930
толщина......... 1,5
Расстояние клеевого шва от торца облицовки, мм........... 10...20
Максимальная скорость подачи, м/мин ………………….30
Норма обслуживания, чел......................................2
Габаритные размеры, мм:
длина.................................. 3150
ширина.............................. 1940
высота................................ 1600
Масса, кг...........................920
Подают облицовку из шпона в подающие ролики вакуум-податчиком, смонтированным на станине станка. Облицовка подающими роликами транспортируется под прокатывающие ролики, которые приклеивают разогретую клеевую нить.
На ребросклеивающих станках (например, РС-9) склеивают полосы шпона клеевой термопластичной нитью при подаче вдоль волокон и склеивают полосы пленочных материалов на основе пропитанных бумаг.
Характеристика ребросклеивающего станка РС-9
Вылет головки, мм........................................... 900
Толщина склеиваемых полос, мм…………. 0,4...4
Размеры склеиваемых полос шпона, мм:
максимальная длина ………………. ...... 300
минимальная ширина………………. ...... 60
Скорость подачи, м/мин....................... 14...40
Шаг наклеенной нити, мм...................... 10...30
Амплитуда наклеенной нити, мм……… 0...14
Габаритные размеры, мм:
длина................................ 1835
ширина............................. 650
высота.............................. 1790
Масса, кг...........................630
Основные узлы станка: станина, механизм подачи-стяжки, клеильная головка, привод, механизм отрыва нити, стол. Склеиваемые полосы подаются механизмом подачи-стяжки. С бобины, установленной на станке, через нагревательную трубку подается клеевая нить. Нить разогревается до температуры 500 °С на выходе из трубки, совершающей качательное движение, накладывается на полосы зигзагообразно и прикатывается к ним прижимным роликом.
При подаче следующей пары полос материала одновременно с их склеиванием контактирующий ролик приходит в соприкосновение с ранее склеенной заготовкой и за счет разности линейной скорости на отрывном ролике и скорости подачи происходит отрыв заготовки от нити.